 广州市精源电子设备有限公司
广州市精源电子设备有限公司
 广州精密电阻点焊机生产厂家
广州精密电阻点焊机生产厂家
专注电阻焊技术35年,已突破多个行业精密焊接瓶颈
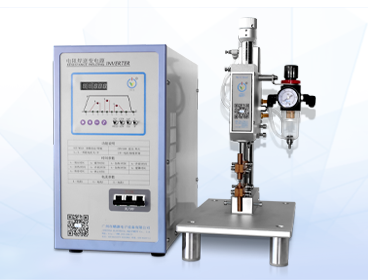
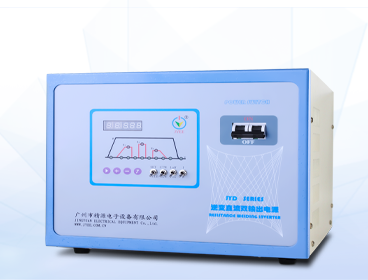
液晶显示逆变直流点焊电源")
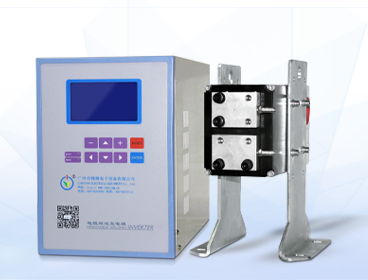
逆变直流电阻焊电源")
 液晶显示逆变直流点焊电源")












")








行业方案
专注电阻焊技术35年,已突破多个行业精密焊接瓶颈

























合作伙伴
与优秀技术伙伴共赢,与国际知名客户共荣

华为















新闻动态
专一成就专业,品质铸就品牌

-
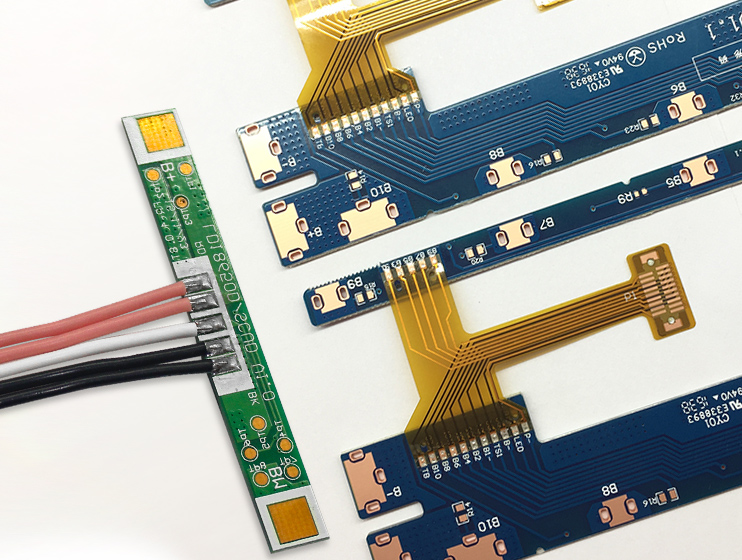
精密电阻焊机在高速线缆制造中的应用与优势
高速线专为快速高效地传输数据和信号而设计,常见类型有:HDMI Cable、SAS、USB、同轴电缆、以太网线缆、Dis… -
精密电阻焊机之线束压方整形焊接技术
随着电子产品向着小型化、高集成化方向发展,器件内部的安装空间日益紧凑,对线束的形状和体积提出了更高要求。电子线束在没有绝… -
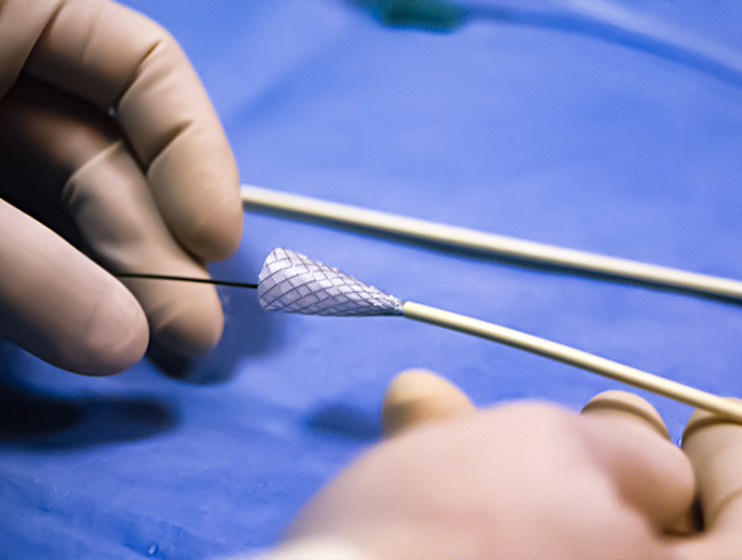
微TIG焊接:脑电极导丝(镍铬合金丝)端部熔球状
随着医疗器械向微型化和精密化发展,微焊接技术因其精度高、热影响小的优势,越来越多地应用于医疗器械的制造。脑电极就是需要用… -
精密电阻焊在压力传感器钢珠密封焊接的关键应用
随着工业自动化技术的发展,压力测量成为了多数行业中不可或缺的环节。其中,扩散硅压阻式充油压力传感器因其高度精准的测量能力… -
精密电阻碰焊机|压力传感器测量中心膜片点焊应用
压力传感器是工业自动化、环境监测和其他多个领域的关键组件。这些传感器的核心是一个称为“膜片”的敏感元件,膜片是压力传感器… -
探索PT100铂电阻焊接:精密电阻焊机的技术优势与应用
逆变直流电阻焊机由于其技术特性,越来越被视为更适合温度传感器芯片引脚与线束焊接的工具。逆变技术能够提供稳定的电流输出,确…
的焊接原理")
-
电阻焊是什么焊接?
电阻焊是利用电流通过导体时产生的焦耳热效应来进行焊接的方法。当电流通过两个接触的金属部件时,由于金属本身的电阻,会产生热… -
精密电阻焊机维修故障排除7大点
7大点教您排除精密电阻焊机使用故障,例如、脚踏开关不工作、工件压紧不焊接、焊接时有飞溅、过热等问题,详细,可咨询网站在线… -
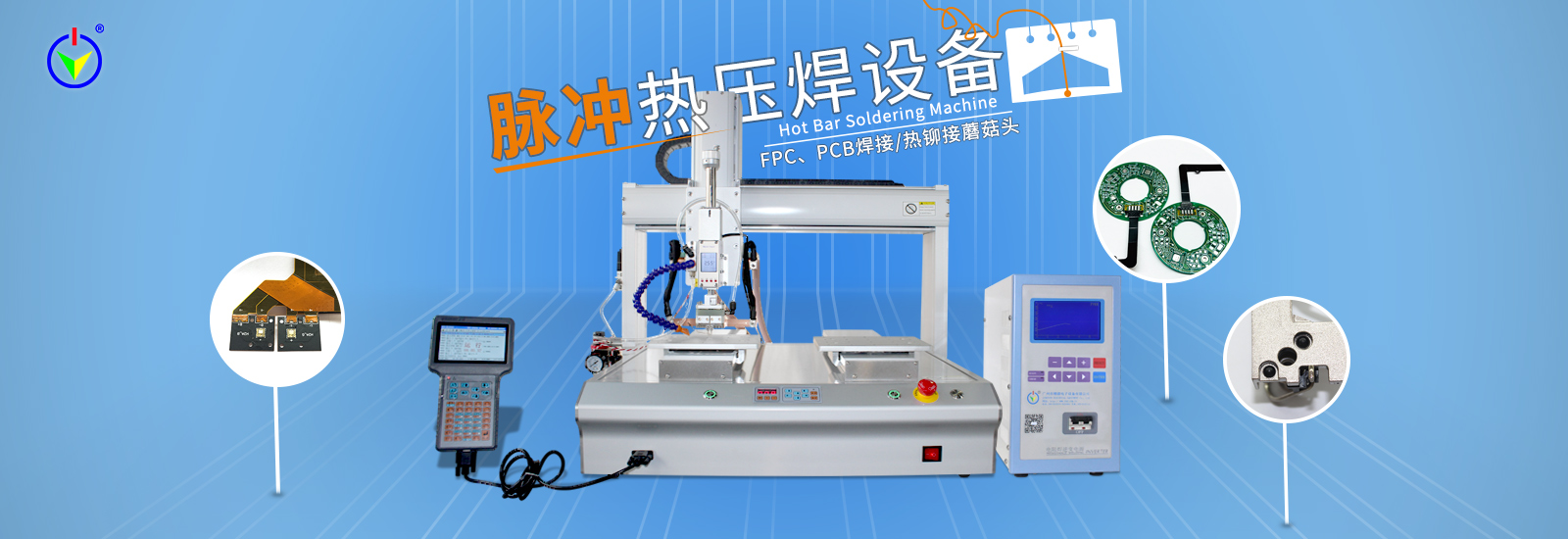
脉冲热压焊机(HotBar)的焊接原理
脉冲热压焊机加热装置是通过利用高电阻材料产生的焦耳热加热的方式,对焊接部位进行加热。 热压焊头的前端连接有热点偶,通过反… -
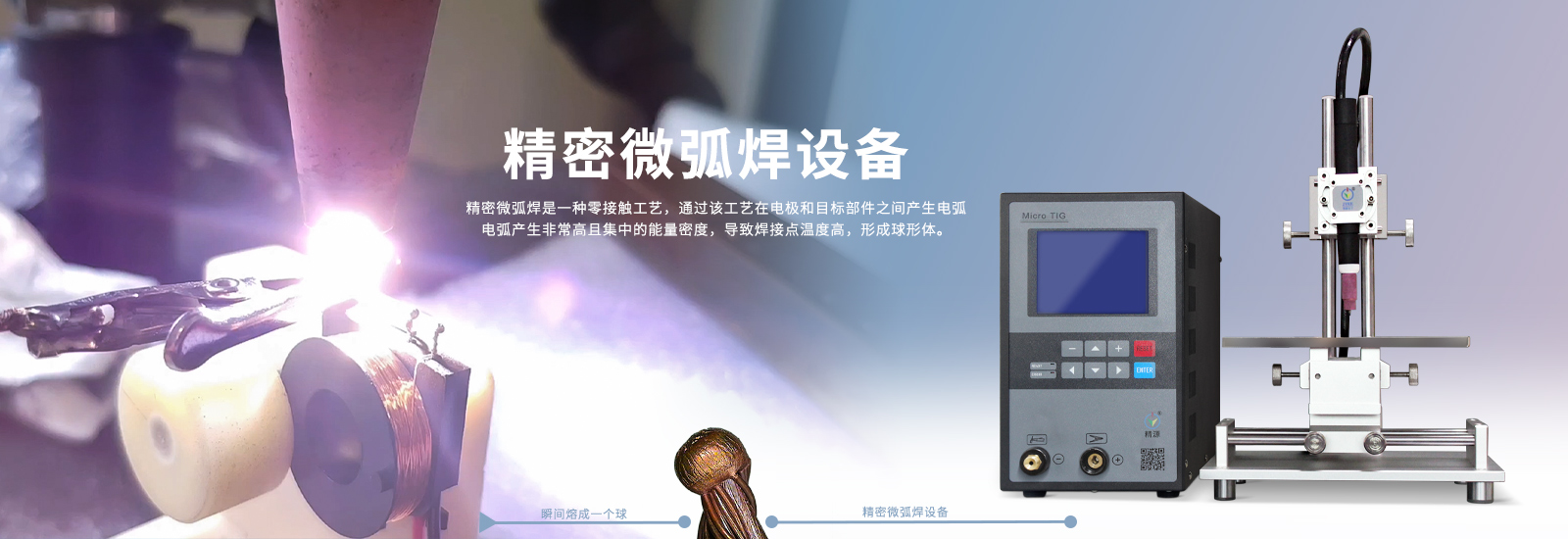
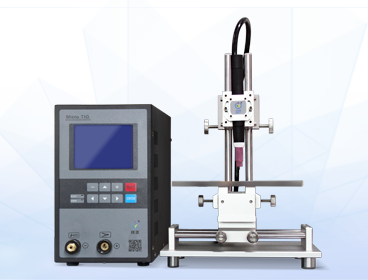
精密微弧焊机(Micro TIG)的焊接原理
精密微弧焊机,也称之为Micro TIG焊机,Micro TIG是一种高精度的TIG(钨极氩弧焊)焊接技术,也被称为微型…

-
精密电阻焊机在高速线缆制造中的应用与优势
高速线专为快速高效地传输数据和信号而设计,常见类型有:HDMI Cable、SAS、USB、同轴电缆、以太网线缆、Dis… -
广州精源电子荣获广东省“专精特新中小企业”认定
近日,广东省工业和信息化厅公布了“2022年专精特新中小企业”名单,广州市精源电子设备有限公司(简称“精源电子”)凭借过… -
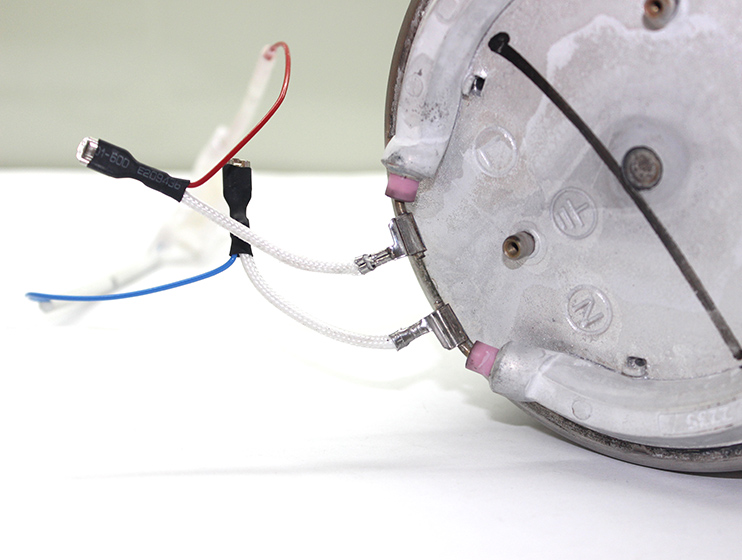
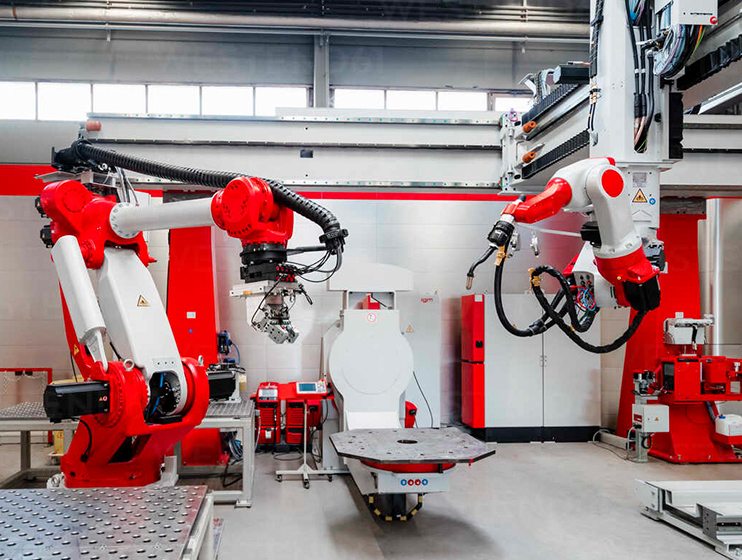
三相电机引出线电阻焊接案例:汽车领域应用优势
本文深入探讨三相电机引出线电阻焊机在汽车领域的应用与优势,详解焊接原理及逆变技术,助您全面了解这一高效焊接解决方案。立即… -
汽车电磁阀焊接-引脚型绕线电感漆包线焊接
汽车电磁阀焊接案例的视频 ▼ 引脚型绕线电感是一种能把电能转化成磁能而储存起来的元件,在没有电流通过的情况下,电路接通时… -
逆变点焊机-精密焊接笔记本CPU散热器
广州精源逆变点焊机生产商, 30余年电阻焊研发经验,攻克多个领域精密元器件焊接瓶颈,工厂坐标:广州市黄埔区…