

点焊机配件 – 漆包线焊接专用焊咀/焊刀/电感专用电极 JYEE | 广州精源电子
1、采用进口材质,精密机加工。
2、产品升温快,温度误差小。
3、耐磨,耐高温。
4、先进的焊接工艺,焊点牢固,不脱落。
5、产品的尺寸可根据实际需要定做,无图纸也可设计焊头。我们具有强大的工程师团队,设计的焊头更加能满足生产的需要。
6、交货及时准时。24-48小时内可以出货。
7、我们可能是国内出货量最大的焊头制造厂商之一。
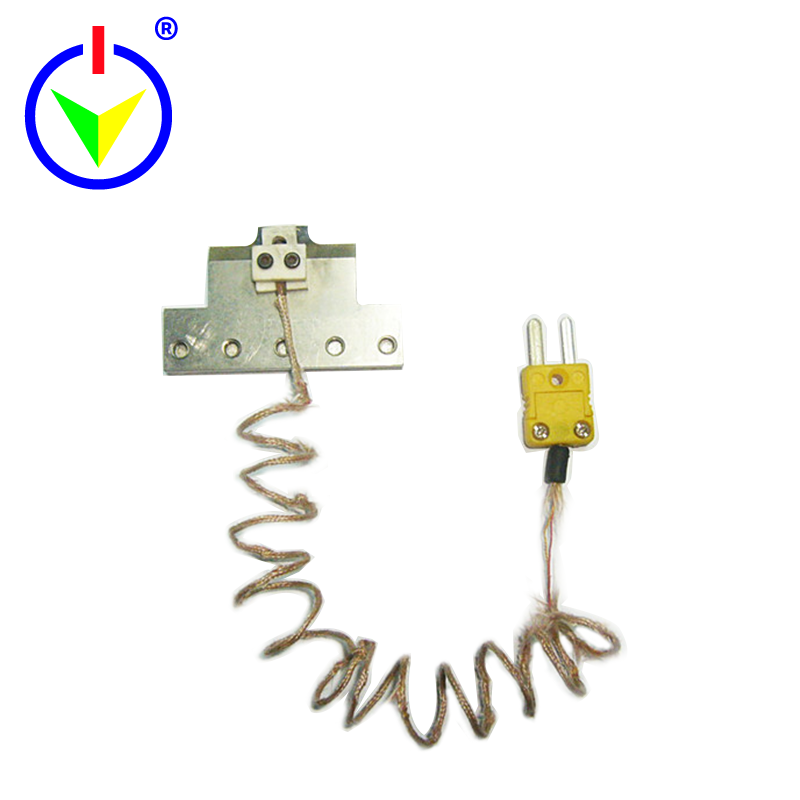
脉冲热压机专用电极





主要应用:主要对应日本AVIO、马来西亚、美国、德国、及我司等品牌的脉冲热压焊锡机。
此产品是脉冲焊的加热体,通过热电偶反馈焊接端面的温度,在焊接头两端加上合适的电流得到合适的温度,通过焊接头底部把热量传导需要结合的工件上,最终使焊接件熔接在一起,此种焊接方式对周围器件热影响很小。
主要应用于PCB基板焊接、FPC焊接、FFC的焊接,LCD和TCP的ACF连接,各种线圈的绝缘漆包和端子的直接连接,可塑性塑料的加热接合等。运用该焊接方式不会发生虚焊现象,能够实现一次多点的焊接,可以不用顾及人员的操作技能,确保焊接质量。
焊接对象材料、规格和形状不同,需要选用不同类型的电极或焊头机构。为了保证焊接效果,我公司同时也提供专业的电极、热压焊头机构。公司生产的脉冲热压焊头具有品质稳定、温度分布均匀、寿命长等优点。采用优质材料,尺寸可根据客户产品需求定制。
")
")







 液晶显示逆变直流点焊电源")

液晶显示逆变直流点焊电源")

